Welcome! Here are the website rules, as well as some tips for using this forum.
Need to contact us? Visit https://heatinghelp.com/contact-us/.
Click here to Find a Contractor in your area.
If our community has helped you, please consider making a contribution to support this website. Thanks!
Best Of
Re: The case of the boiler that failed on low water, this Friday's case
Happy Friday All. This was when I first learned about the Evaporation Test. It simulates real life operation of the boiler and low water cutoff. The low water cutoff was a #67 float type control. It had a little bit of dirt and mud inside the chamber. It wasn't enough to stop the float from dropping when flushed but did impede it under normal operating conditions. As the boiler steamed away the water, the dirt held the float up. We are seeing more boiler insurance companies requiring this test. The video shows how I do it. It's coming to a boiler room near you. 
https://youtube.com/watch?v=L17GJVvjAOw
https://youtube.com/watch?v=L17GJVvjAOw

Re: Weil McLain HE II control problem
I believe that after you plug in the 120 VAC to the board, you must also plug in the 120 VAC from the transformer to the white 3 prong plug and followed by the 24 VAC 2 prong plug from the secindary of the transformer in order to get that LED to light up.
If you have done those three things, and verified that you have 120 VAC at the dark (RED) plug, then there is a strong possibility that the 24 VAC transformer is defective.
If you have done those three things, and verified that you have 120 VAC at the dark (RED) plug, then there is a strong possibility that the 24 VAC transformer is defective.

Re: Anyone ever seen this style steam rad?
I'll play devils advocate here. We Americans preach to one another about the need for high efficient everything, from our electric appliances, automobiles and most especially our heating/cooling systems. Then we come across these antiquated steam systems with their 100+ year old radiators and we just seem to forget about efficiency because the rads look so "neat" or "artistic" and it seems we must keep them in service no matter what. These systems represent an era long, long gone!! It's time to update that old steam system to something more efficient, that goes for ALL steam, everywhere except perhaps in an industrial application that requires steam like mushroom farms or papermills. Yes, it might cost an arm & leg but isn't our future worth that? It's not going to get any cheaper!! If you really love those old radiators, pull them out and put them in a museum where they belong on display for the by-gone times of ancientInteresting that you would blame the emitters for the efficiency of this system not knowing what the source is. Sure we can make assumptions but should we? There are not too many more efficient ways to store and deliver heat energy than high mass cast iron emitters. We really should be picking on the building envelope, though we can only assume what that is.
heating. Bra-ha-ha-ha!!
 Grallert
Grallert
8
Re: Anyone ever seen this style steam rad?
I think that's a Clogston, and yes, we have charts for radiators like this. Go here:
https://www.heatinghelp.com/systems-help-center/ribbed-and-ringed-radiator-ratings/
and here:
https://www.heatinghelp.com/systems-help-center/clogston-radiator-patent/
https://www.heatinghelp.com/systems-help-center/ribbed-and-ringed-radiator-ratings/
and here:
https://www.heatinghelp.com/systems-help-center/clogston-radiator-patent/


Re: Anyone ever seen this style steam rad?
This is in a church in Baltimore, MD. The church was sold to the Seventh-Day Adventist church back in 1950. It was originally a Hebrew Temple.
 JXH
JXH
1
Re: Uncap 7 inch furnace exhaust pipe in basement
Oh. Well, I won't comment on the crop. However, your humidity is going to be off the charts in that exhaust air. That is going to cause a lot of condensation in that poor chimney. At the very least I would want to add a Continuus stainless steel flue liner or that old chimney will have a short and miserable life.

Does It Pay To Fix Those Steam Traps?
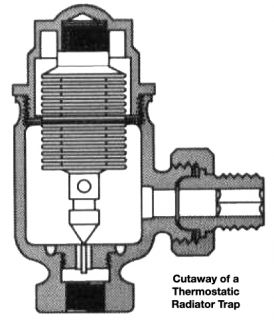
Does It Pay To Fix Those Steam Traps?
Short answer: It sure does, but not in the way you may think.

Re: Looking for a Q90-100
Ed the Heater man,
As a matter of fact I had a 57 2dr post car with a 427 in it. Single 4 barrel on an aluminum intake. That was a fun car. I am currently building a 55 Chevy 2 dr hardtop

As a matter of fact I had a 57 2dr post car with a 427 in it. Single 4 barrel on an aluminum intake. That was a fun car. I am currently building a 55 Chevy 2 dr hardtop
 Chevy57
Chevy57
3
Re: Added Vents, Lost Heat?
Only for this instance because the 16 minutes at the end was on a relatively cold system. It's moot anyway, because I propped it back up, and lifted a couple of radiators and they're now getting hot for the first time ever, woo hoo!GeekGirl913 said:Just timed the front main, without the one end supported, and it took 16 minutes to get my first paltry steam puff. Granted, the system was on the cold side, but still, that's quite a while especially since the cycle guard cuts the burners off after 20 minutes to do its thing.KC_Jones said:Have you timed how long each of the mains takes to heat? Shouldn’t take more than about 5 minutes.
Going to let it cool down, then try it again with the front main propped up a bit to see how long it takes then.
The rear main was/does get hot, but even when I have gotten steam out of it, it's not flowing to those last two radiators out of nowhere.
mattmia2 said:
Oddly, when the guy first redid the near boiler piping, it heated quite nicely, I was shocked. Our kitchen is a converted mud room and is all windows, so it's quite cold in there.Note that the main you showed the end of has a return at the end so that main should slope toward the return. Also not my notes above showing that the way it is piped you can't get that radiator branched essentially off the return to heat well.
