Combustion analysis without a CO reading?

Furnace is a Carrier OBM112 with Beckett NX burner. The 275 gallon tank is in my basement about 10ft away from the unit. I started with redoing the oil line. Its a single line with a general filter off the tank, 3/8 coated line with flare fittings to a tigerloop ultra with a spin on filter.
The technical specifications list it for 2 firing rates. .68 and .80 using either a .60 60a or .70 60a.
I have it fired at .77 with a .65 60a Delvan nozzle at 140 psi pump pressure.
I purchased a UEI C50 combustion analyzer but just realized it doesn't measure CO. I probably should have gotten the C75 that does but I am going to work with what I have.
Is there a way to figure out the CO based off these combustion readings using the UEI C50. I saw a few charts that show these numbers should produce little CO.
02 - 3.8
Co2 12.6
Net flue temp 390
Flue temp 437
Net gross efficiency 84.4
Excess air 22.2
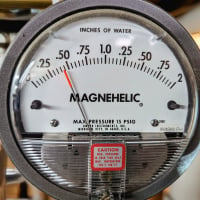
Flue draft is .3
I am getting 135-140 duct temps.
Comments
-
Thanks for the quick reply. CO was never tested as you guessed. Do they make a CO analyzer for just flue gases?Hatterasguy said:Unfortunately not. CO is a byproduct of combustion at less than ideal conditions. You most definitely need a analyzer that provides that data if you want to be sure of your safety.
The combustion numbers for CO2 and O2 look perfect and it probably runs fine but you never know unless you verify.
You can bet that the last technician from an oil company that tested the unit for CO was...........never.
The analyzer had this chart in the manual. So you can still be in the ideal combustion on the chart but with high CO?
0 -
When I first tested the furnace since the last service recently the Baccarach smoke number was 2. C02 was 14.9 and o2 was .8.Hatterasguy said:The CO analysis is usually provided in conjunction with O2 and CO2 on the more costly units.
It's unlikely but not impossible.
In your case, you've pushed the efficiency closer to the edge (perfect combustion) and there isn't much excess air at the point (a specific draft) of the test.
Look what happens to CO to the left of "perfect combustion".
Looks like I was unfortunately running to the way left on that chart up untill now.
0 -
On oil CO has three phases of detectable mechanical problems.
Initial Light-off, Run Cycle and Shut-down.
I found out way back in the 80's that you can have 0 smoke and thousands of ppm of CO. With the exception of underfiring and have a high O2 or low CO2, the CO on oil indicates some type of oil impingement either on the flame cone or the combustion chamber. This can occur at Light-off, during the Run and at Shut-Down. Okay overfiring can cause higher CO but not always. I have measured 0 ppm of CO when oil burner were making a #4 to #6 smoke. A CO test will never eliminate a Smoke test and visa versa!
Keeping CO under 80 ppm to 100 ppm at all stages of operation will minimize the possibility of sooting. Selling 90% condensing oil furnaces in the 80's lead me to this discovery. Of course digital CO analyzers weren't available until 1985 but I figured out how to do a continuous CO test with the Bacharach Model 200. Once the 300 came out it was a piece of cake, or at least getting the readings. There was a big difference in only maeasuring CO when it got over 50 ppm versus reading it starting at 1 ppm. Until I started to test for CO it was hard to keep these furnaces from sooting up. Once I decided out of the blue to do a CO test (1984) I was expose to a whole new world of diagnostics. Low and behold we had oil furnaces that were no longer sooting and my contractors and their customers were quite pleased.
 1
1 -
why is it everyone picks on the oil company guys? I always tested for co..:)
 1
1 -
and always will....;)
 2
2 -
> @lchmb said:
> why is it everyone picks on the oil company guys? I always tested for co..:)
I work for an oil company.
My impression is that the priority is quantity over quality. Get it done, and get to the next one. Make the customer happy so we can keep their business, even if that means sacrificing our service standards.
To make matters worse, I work in a state that doesn't require me to have any type of certification, so training is not where it should be for anyone doing HVAC.
Apologies for hijacking the thread.0 -
I think I have to agree with this.Hatterasguy said:
Observing their behavior and commenting on it is not being "picked on".lchmb said:why is it everyone picks on the oil company guys? I always tested for co..:)
It's a fact of life that they get away with minimal service because they can. No different than most companies in the USA today. Race to the bottom.
It's not that oil guys are worse than gas guys.
It's that most gas appliances need minimal maintenance where oil appliances need a lot of maintenance, relatively speaking.
The problem is that a lot of oil guys behave like the gas guys and that doesn't cut it with an oil burner.
Also, like @BornForDying said, it's not even necessarily that the guy is lazy, it's often that their boss is pushing them too hard, or maybe a combination of both. This goes for both the oil and gas guys.
In my case, the guy that charged me out the nose and did almost nothing was the owner of the company. He had absolutely no excuse.
I suspect my case, was fairly rare.
I believe yet another issue, is often the guys installing oil fired boilers don't take maintenance into consideration and unintentionally make it a major pain. So now you're boss is riding your butt, he's underpaying you, and the setup is a disaster to try and pull apart to clean. It's the perfect storm and I'm betting very common.
Single pipe 392sqft system with an EG-40 rated for 325sqft and it's silent and balanced at all times.
0 -
I was just joking on it for the most part. I honestly feel it doesnt matter who you work for, your work is your work. I have spent 22 years working for 3 different oil companies. In NH you are required to be licensed for gas not oil. I do however hold a voluntary NH oil tech license.
With that in mind I have never allowed any company to "push me to go faster". when i'm on a job i own that one. I take great pride in each and every call. If the company doesnt like that I'll take my toys and go elsewhere.
I can however prove, when you slow down you go faster. I do have call backs, we all do, but taking great care to set up each and every system to the best of my abilities cuts down extra work in the long run. 1
1 -
This is very true. I'm struggling to get people to slow down and do things right the first time, where I work. After years of the company pushing the pace at all costs, it's hard to get operators to understand that they can't work fast enough to offset the time lost from an error, due to the tighter regulationslchmb said:
I can however prove, when you slow down you go faster. I do have call backs, we all do, but taking great care to set up each and every system to the best of my abilities cuts down extra work in the long run.
You can have it good, fast or cheap. Pick two0 -
Funny, isn't it, that there always seems to be time to fix a mistake, but not to do it right the first time...Br. Jamie, osb
Building superintendent/caretaker, 7200 sq. ft. historic house museum with dependencies in New England
 3
3 -
> @Hatterasguy said:
> Funny, isn't it, that there always seems to be time to fix a mistake, but not to do it right the first time...
>
> In the business of tooling manufacturing, it takes 10X longer and possibly 10X the cost to fix a mistake in steel (if you can fix it).
>
> Still doesn't change human nature..............go too fast............cut corners.............and pay dearly in both time and cost.
It's exactly the same in my line of work. Definitely 10x as long to fix a problem than it would have taken to follow the procedure to the letter.You can have it good, fast or cheap. Pick two0 -
In manufacturing it's pretty much the same. Any mistake that makes it into the next stage will cost about 10X what it would have cost if caught in stage in which it occurred.
Given the profit margin something like this can destroy the profit margin on short run jobs.
BobSmith G8-3 with EZ Gas @ 90,000 BTU, Single pipe steam
Vaporstat with a 12oz cut-out and 4oz cut-in
3PSI gauge 2
2 -
As a follow up. I had my cousins friend who is an hvac tech stop by with his Testo combustion analyzer that can measure CO. It showed the following.
CO- 1 ppm
NO- 110 ppm
NOx- 115 ppm
No2- 5%? Hard to read on the printout. I think it says NO2 addition?
He said his company calibrates their analyzers yearly but I seem a bit skeptical that its that low? Is a 1 ppm CO realistic?
Appreciate all your input. Thanks.0 -
1ppm is very realistic. Unless the unit is having issues of course. But most units I have been around are typically under 25 anyway.
Rick 1
1 -
Testo is sent out for calibration, and certified. At least mine are. This is not an in house procedure Brian.0
-
Well I was a A and P mechanic and an avionics mechanic for 3 major airlines...Over a 22 year period....The stories are no different than what you guys speak of...All 3 airlines failed....piss poor management...Frank Lorenzo was the worst offender...He won the race to the bottom..Google the stories on Eastern Airlines...sad but true....0





Categories
- All Categories
- 87.7K THE MAIN WALL
- 3.3K A-C, Heat Pumps & Refrigeration
- 59 Biomass
- 430 Carbon Monoxide Awareness
- 129 Chimneys & Flues
- 2.2K Domestic Hot Water
- 5.9K Gas Heating
- 122 Geothermal
- 170 Indoor-Air Quality
- 3.8K Oil Heating
- 79 Pipe Deterioration
- 1.1K Plumbing
- 6.6K Radiant Heating
- 396 Solar
- 16K Strictly Steam
- 3.5K Thermostats and Controls
- 56 Water Quality
- 51 Industry Classes
- 51 Job Opportunities
- 17 Recall Announcements