Welcome! Here are the website rules, as well as some tips for using this forum.
Need to contact us? Visit https://heatinghelp.com/contact-us/.
Click here to Find a Contractor in your area.
If our community has helped you, please consider making a contribution to support this website. Thanks!
Electric Solenoid Vent System
Options

PMJ
Member Posts: 1,287
Vaporvac asked for some pictures about this.
In what was originally a Mouat system the steam main and dry return both run in loops around the perimeter of the house on the ceiling of the basement. The contraption you see is at the farthest point from the boiler where the main and return drop below the boiler water line and join together. It is the only vent in the system. The pressure gage is on the steam main to the right and the electric valve is on the dry return. The control wires run all the way back to the PLC in the boiler room.
The white things on the assembly are doubled up check valves which would vent should the solenoid fail or in a no power situation. The reason I didn't just go with check valves is due to the cracking pressure - I couldn't find much to choose from with a cracking pressure much below 1/2 psi or so. The goal was no pressure in the return at all so I found that a wide open pipe was the best. The white valves where cheap and doubled up sealed well enough to hold the vacuum.
At the bottom is the pressure switch with a setting range of .07 to .15" water - the lowest I could find easily. Basically this switch signals when all the vacuum is gone and the return just begins to see positive pressure. I use this signal to open the solenoid valve. Obviously the exact time this moment occurs after the burner comes on is different with every cycle depending on the conditions.
I took one picture of the PLC that runs the system. I run 20 minute cycles or 3 firings per hour. The system spent the first hour of this call in low mode and is now at a total call length of 76 minutes. It is in medium mode where the burner runs for 8 minutes and is off for 12. So the current display shows it 8 minutes through the 12 minute wait after an 8 minute burn. The operation is completely time based as there is never enough pressure in the steam main to do any control with anyway.
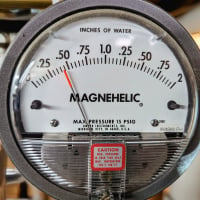
Lastly the pressure gage is showing about 26 inches H2O vacuum at this point - 8 minutes into the burner off 12 minute wait period of this cycle. No, not much vacuum, but as we know with steam very small changes in pressure can make a very big difference in how fast (and where) it flows. And, this natural vacuum is free.
In what was originally a Mouat system the steam main and dry return both run in loops around the perimeter of the house on the ceiling of the basement. The contraption you see is at the farthest point from the boiler where the main and return drop below the boiler water line and join together. It is the only vent in the system. The pressure gage is on the steam main to the right and the electric valve is on the dry return. The control wires run all the way back to the PLC in the boiler room.
The white things on the assembly are doubled up check valves which would vent should the solenoid fail or in a no power situation. The reason I didn't just go with check valves is due to the cracking pressure - I couldn't find much to choose from with a cracking pressure much below 1/2 psi or so. The goal was no pressure in the return at all so I found that a wide open pipe was the best. The white valves where cheap and doubled up sealed well enough to hold the vacuum.
At the bottom is the pressure switch with a setting range of .07 to .15" water - the lowest I could find easily. Basically this switch signals when all the vacuum is gone and the return just begins to see positive pressure. I use this signal to open the solenoid valve. Obviously the exact time this moment occurs after the burner comes on is different with every cycle depending on the conditions.
I took one picture of the PLC that runs the system. I run 20 minute cycles or 3 firings per hour. The system spent the first hour of this call in low mode and is now at a total call length of 76 minutes. It is in medium mode where the burner runs for 8 minutes and is off for 12. So the current display shows it 8 minutes through the 12 minute wait after an 8 minute burn. The operation is completely time based as there is never enough pressure in the steam main to do any control with anyway.
Lastly the pressure gage is showing about 26 inches H2O vacuum at this point - 8 minutes into the burner off 12 minute wait period of this cycle. No, not much vacuum, but as we know with steam very small changes in pressure can make a very big difference in how fast (and where) it flows. And, this natural vacuum is free.
1926 1000EDR Mouat 2 pipe vapor system,1957 Bryant Boiler 463,000 BTU input, Natural vacuum operation with single solenoid vent, Custom PLC control
0
Comments
-
So, there is no thermostat of any kind?
Single pipe 392sqft system with an EG-40 rated for 325sqft and it's silent and balanced at all times.
0 -
You mean in direct control of this valve? If so, then no. Never any steam in the dry return.ChrisJ said:So, there is no thermostat of any kind?
There is a standard wall thermostat that provides the normal call for heat like everyone else.
1926 1000EDR Mouat 2 pipe vapor system,1957 Bryant Boiler 463,000 BTU input, Natural vacuum operation with single solenoid vent, Custom PLC control0 -
Ah ok.
So what is the PLC doing?Single pipe 392sqft system with an EG-40 rated for 325sqft and it's silent and balanced at all times.
0 -
Here is the short version:ChrisJ said:Ah ok.
So what is the PLC doing?
I use the PLC to even the heat out. I bought a house with a traditional 2 pipe system - tstat and vaporstat, hissing steam main vents and several radiator vents. It worked OK but overshot the way MarkS describes the best on his site. I noticed the delay from when rads get hot to when the tstat actually sees the heat and wanted to do something about that. I also wanted to keep it real simple with no additional sensors at all to maintain. I noticed that just by measuring a few time variables I could change the burner on/off cycle to suit the conditions. I knew that a simple PLC could do this.
So, I do quite a few things with time but here are a couple examples:
The preheat time required is directly related to how long the burner has been off so I measure that and have 3 different burn times on new calls depending on how long it has been.
I also cycle the boiler on purpose 3 times an hour with 3 different burner on/off percentages as the system reacts to the length of each call and discovers how cold it is out without any sensors. When it is cold the calls go on for hours - the longer the better.
I also store run data in the PLC - total starts, total burner run time etc.
Hope that gives you the idea. This does not outperform sensor based systems like MarkS has which are really cool. My focus was simplicity and low cost. I found it was amazing what I could do with an $82.00 PLC and no additional sensors - just software.
1926 1000EDR Mouat 2 pipe vapor system,1957 Bryant Boiler 463,000 BTU input, Natural vacuum operation with single solenoid vent, Custom PLC control0
Categories
- All Categories
- 87.5K THE MAIN WALL
- 3.3K A-C, Heat Pumps & Refrigeration
- 61 Biomass
- 430 Carbon Monoxide Awareness
- 122 Chimneys & Flues
- 2.1K Domestic Hot Water
- 5.9K Gas Heating
- 116 Geothermal
- 168 Indoor-Air Quality
- 3.8K Oil Heating
- 78 Pipe Deterioration
- 1K Plumbing
- 6.6K Radiant Heating
- 395 Solar
- 15.9K Strictly Steam
- 3.5K Thermostats and Controls
- 56 Water Quality
- 51 Industry Classes
- 50 Job Opportunities
- 18 Recall Announcements